Quy trình kiểm tra thủy tinh theo tiêu chuẩn Ph. Eur. 9.6
16/12/2025Giới thiệu
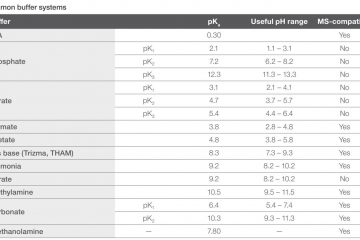
Kiểm tra thủy tinh là một quy trình đánh giá khả năng chống nước của bề mặt bên trong các vật chứa bằng thủy tinh. Mục tiêu chính là xác định lượng nguyên tố kiềm thổ bị giải phóng qua quá trình thủy phân khi hấp tiệt trùng. Phân tích có thể thực hiện bằng:
- Chuẩn độ (theo DIN ISO 4802-1)
- Quang phổ ngọn lửa (theo DIN ISO 4802-2)
Các nội dung sau đầu về quy trình hấp tiệt trùng được thực hiện theo tiêu chuẩn DIN ISO 4802 và Ph. Eur. 9.6.

Xem chi tiết: Nồi hấp tiệt trùng đứng 100L – Systec
Yêu cầu đối với thiết bị hấp tiệt trùng
Theo tiêu chuẩn Ph. Eur. 9.6, thiết bị nồi hấp cần đáp ứng các yêu cầu kỹ thuật sau:
- Thực hiện được quy trình kiểm tra như mô tả trong Ph. Eur. 9.6
- Chịu áp lực lên đến 2.5 bar
- Điều chỉnh áp suất ổn định
- Duy trì nhiệt độ trung gian 100°C ± 1°C trong 10 phút ± 1 phút
- Duy trì nhiệt độ tiệt trùng 121°C ± 1°C trong 60 phút ± 1 phút
- Có cảm biến nhiệt độ bên trong
- Van xả khí (đối với nồi hấp vận hành thủ công)
- Có thể lắp thêm cảm biến nhiệt độ độc lập để đo nhiệt độ bên trong vật chứa một cách chính xác
Quy trình hấp tiệt trùng theo các tiêu chuẩn
| Bước | DIN ISO 4802 | Ph. Eur. 9.5 | Ph. Eur. 9.6 |
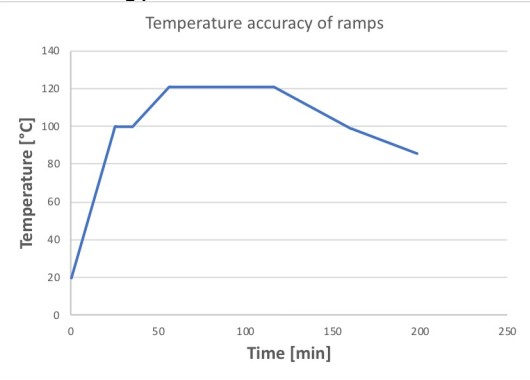
| Gia nhiệt | Từ nhiệt độ phòng đến 100°C trong 20–30 phút | Từ nhiệt độ phòng đến 100°C trong 20–30 phút | Từ nhiệt độ phòng đến 100°C trong 20–30 phút |
| Giữ nhiệt ở 100°C | 10 phút ± 1 phút tại 100°C * | 10 phút ± 1 phút tại 100°C * | 10 phút ± 1 phút tại 100°C |
| Gia nhiệt lên 121°C | Tăng từ 100°C đến 121°C với tốc độ 1°C/phút trong 20–22 phút | Tăng từ 100°C đến 121°C với tốc độ 1°C/phút trong 20–22 phút | Tăng từ 100°C đến 121°C trong 20–22 phút |
| Giai đoạn tiệt trùng | 121°C ± 1°C trong 60 phút ± 1 phút | 121°C ± 1°C trong 60 phút ± 1 phút | 121°C ± 1°C trong 60 phút ± 1 phút |
| Làm nguội | Từ 121°C xuống 100°C với tốc độ 0.5°C/phút trong 40–44 phút | Từ 121°C xuống 100°C với tốc độ 0.5°C/phút trong 40–44 phút | Từ 121°C xuống 100°C trong 40–44 phút |
| Lấy mẫu ra khỏi thiết bị | 95°C | 95°C | 95°C |
(*) chỉ áp dụng cho nồi hấp không có bộ tạo hơi nước
Lưu ý: Việc lấy các vật chứa chất lỏng ra ở 95°C có thể gây hiện tượng sôi trễ. Systec khuyến nghị sử dụng hệ thống làm mát có áp suất hỗ trợ để làm mát xuống 80°C trước khi mở cửa nồi hấp.
Hiệu chuẩn thiết bị nồi hấp theo Ph. Eur. 9.6
Phiên bản mới của Ph. Eur. 9.6 yêu cầu thẩm định quy trình hấp tiệt trùng bằng cách sử dụng cảm biến nhiệt độ độc lập.
“Trước khi bắt đầu sử dụng lần đầu, nồi hấp và hệ thống cần được hiệu chuẩn để đảm bảo nhiệt độ bên trong vật chứa đạt 121°C ± 1°C.”
“Ghi chú: có thể sẽ có sự khác nhau rõ rệt giữa nhiệt độ bên trong buồng nồi hấp và bên trong vật chứa.”
Ngoài ra, cần duy trì nhiệt độ trung gian 100°C ± 1°C trong 10 phút mà không vượt quá nhiệt độ yêu cầu. Vì vậy nên tránh sử dụng các vật chứa có kích thước khác nhau trong cùng một lần hấp, vì chúng đạt nhiệt độ ở các tốc độ khác nhau. Thay vào đó, để đưa quy trình Ph. Eur. 9.6 mới vào vận hành, mỗi lô nên được đánh giá riêng lẻ. Để đảm bảo quy trình hấp tiệt trùng tuân thủ đúng tiêu chuẩn Ph. Eur. 9.6, cần xác định tải mẫu tương ứng với các vật chứa sẽ sử dụng trong vận hành thực tế, bao gồm số lượng, kích thước và dung tích. Mỗi lô hấp tiệt trùng cần được đánh giá và thiết lập thông số phù hợp trong phần mềm điều khiển của nồi hấp.
“Trong quá trình vận hành thường quy, người dùng nên sử dụng các thiết lập đã được hiệu chuẩn trước đó và tuân thủ đúng chu trình nhiệt đã mô tả. Các bộ vật chứa có dung tích khác nhau vẫn có thể được kiểm tra trong cùng một lần hấp, miễn là tải thủy tinh (glass load) có kích thước và khối lượng tương đương với tải đã dùng trong giai đoạn hiệu chuẩn.”
“Tuy nhiên, cần lưu ý rằng hiệu suất truyền nhiệt và chu trình nhiệt bên trong vật chứa có thể thay đổi tùy theo loại hoặc kích thước của nồi hấp. Tổng tải của nồi hấp có thể ảnh hưởng đến kết quả kiểm tra, do đó có thể cần điều chỉnh tải để đảm bảo độ chính xác.”
Kết luận và khuyến nghị
- Nên xác định tải mẫu cho từng loại vật chứa, bao gồm kích thước, thể tích và số lượng.
- Nếu tải thực tế khác với tải mẫu, cần điều chỉnh thông số trong phần mềm điều khiển nồi hấp hoặc hiệu chuẩn lại.
- Với các vật chứa có kích thước và thể tích khác nhau, có thể cần cài đặt chương trình kiểm tra riêng biệt cho từng loại tải.
- Trong quá trình vận hành thường quy, cần đảm bảo không có sai lệch so với tải mẫu đã xác định.
- Khuyến nghị kiểm tra định kỳ để đảm bảo quy trình kiểm tra vẫn chính xác (hiệu chuẩn lại).
Nếu bạn cần hỗ trợ thẩm định lại hoặc đặt hàng mới, Systec cung cấp dịch vụ thẩm định tại nhà máy cho đơn hàng mới hoặc tại chỗ với kỹ sư nội địa.